Всё началось с печального события, ручка для холодильника POZIS-Мир-103-2 сломалась. Клеить — не эстетично, а покупать дорого. Да и не зря же я купил 3D принтер Tevo Tarantula. Не долго думая я освоил SketchUp и быстренько набросал 3 варианта ручки для холодильника. Два жизнеспособных:
handle2_POZIS-Мир-103-2 handle1_POZIS-Мир-103-2
И так про те долгие две недели я рассказал. Теперь про то, что я хотел непосредственно показать. Это был первая тестовая печать «большой» конструкции.
В самом начале я сделал много всего не так, как предполагается печатать такие изделия. Печатал не в коробе, а просто поставил в довольно большую секцию шкафа. Сквозняков не было, но и закрытым коробом это не назовёшь. Всё таки конструкция предполагает нагрузку, но заполнение поставил 20%, так как думал, что всё равно ничего не получиться с первого раза. На платформу наносил ABS+Ацетон, но платформа была нагретая, что уменьшило адгезию.
Так как печатал не в коробе температуру печати поставил 245 градусов, платформа 110.
Пластмассу использовал Китайского производителя:
И так, начало печати:
Слои первые прилипли хорошо. Всё штатно.
И ещё немного начала:
А вот в середине уже видно отлипание от стола первого слоя.
Дальше хуже, спасло что заполнение 20%.
Печатаем последние слои:
Та-дан! Печать закончилась! Даже не отрывал от стола, просто взял. Видна глянцевая поверхность, которая соприкасается со столом.
Небольшая подготовка, отрываю подложку.
Так как завышенная температура печати и немного переэкструзии то подложку без ножа убрать не удалось.
Зашкуриваю, на видео видно, висят ремни, поэтому слои периодами сдвигаются. Так же зашкуриваю места стыков с подложкой.
Соответственно после всех моих действий ручка стала гладкая, но выглядила она так:


И соответственно Ацетоновая баня.
Купил контейнер пищевой. На нём не было указан тип пластмассы из которого он сделан. Поэтому в начале капнул на него ацетоном. Видимых изменений за 5 минут не произошло, и я решился на его использование.
В контейнере по углам сделал дырочки для зацепки проволоки. Соответственно проволоку зацепил за ручку и повесил. Пытался сделать так, что бы ручка не задевала стенки контейнера.
На дно контейнера налил ацетона в пол сантиметров, даже меньше.
И всё это дело поставил на стол принтера. Установив нагрев стола но 80 градусов.
Это видео сделано примерно через 30 -40 минут перед снятием. Видны капельки ацетона на детали.
После снятия я просушил деталь, просто подвесил в хорошо проветриваемом помещении (на лоджии). Через минут 15 деталь не стало страшно брать в руку, но твёрдая она стала только через сутки.
Ручка после ацетоновой бани:


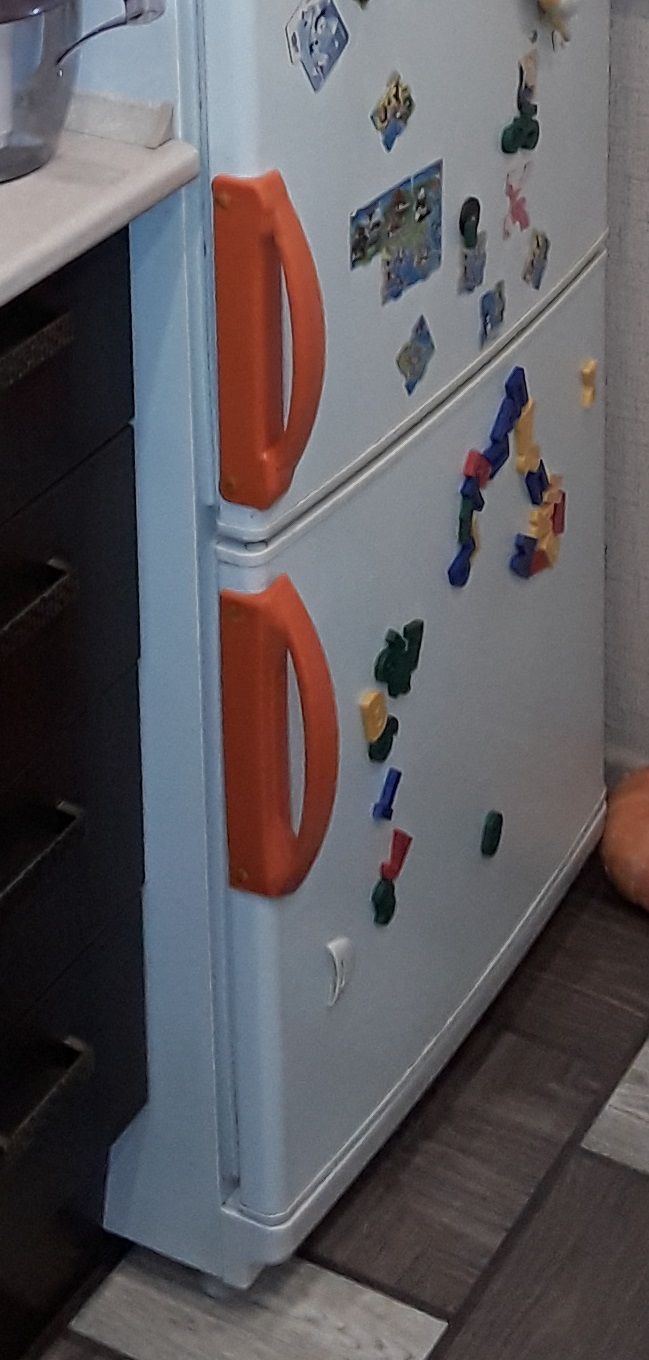
Ручка на месте:

Вроде всё хорошо и весело. 🙂 Но после я учёл все ошибки…. и у меня ничего не получилось 🙂
Из фольгированной парозащиты я смастерил короб в шкафу:

Адгезию увеличивал с помощью лака, нанесённого на горячий стол.
Но провод шагового двигателя начал цепляться за болт стола и слои поехали.
Зато видна разница с деформацией детали. Заполнение 60%, а деталь совсем чуть чуть отслаивается.
Но проблема оказалась глубже после печати ручка вообще отказалась расставаться со стеклом.




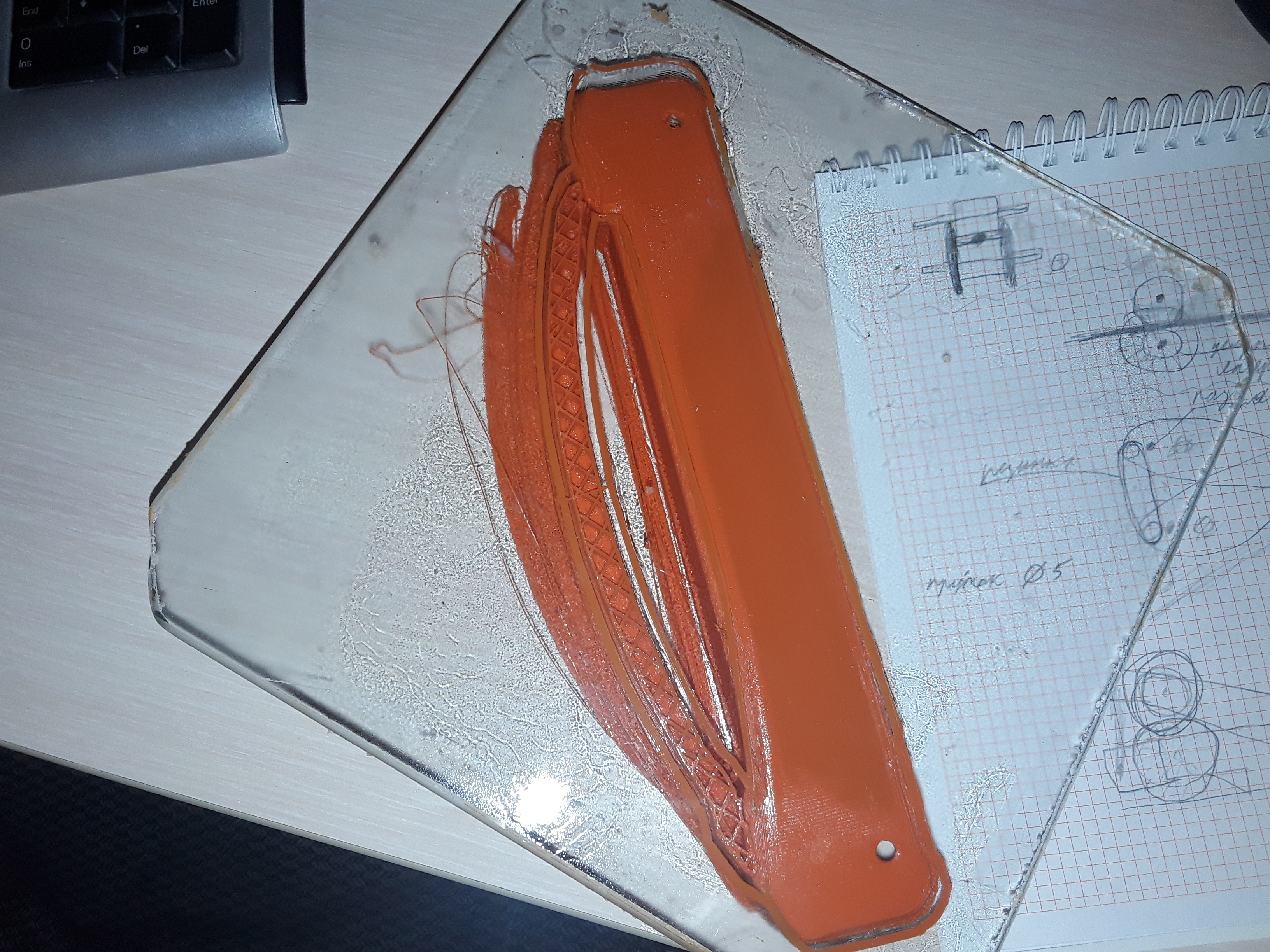
В ход шло всё, ждал, отмачивал в мыльной воде. На вторые сутки рванул и отодрал вместе с куском стекла. Остаток стекла удалось снять только после замораживания детали в морозилке.
«Он и в третий раз ходил за ёлкой, и добыл её… Но это было уже весной, и он отнес ёлку обратно.»
Падал прошлогодний снег.
В общем 3 попытка была. Короб, 435 градусов экструдера, 110 градусов стол. Адгезию увеличивал с помощью Ацетон + ABS на холодный стол. Зполнение 60%.
Вуаля, две оранжевые ручки :